工程塑料的发展速度越来越快,在品种和属性方面都出现了比较多的分支,在各种材料在加工过程中会出现许多不同的问题,特别是无卤阻燃剂的使用,给工程塑料CNC加工过程带来了不少新问题,智塑塑料简单介绍一下无卤工程塑料加工过程应注意的一些问题,供朋友们参考:
一、加工温度对性能的影响
CNC加工过程中产生的热量对工程塑料的影响是比较复杂的,特别是对于无卤水添加塑料,热量的产生和积聚会对其性能产生比较大的影响,所以在加工过程的需对其加工数据有一定的控制,如:
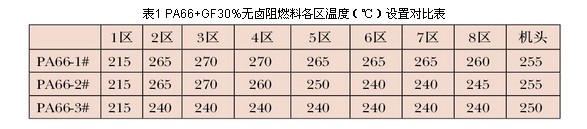
使用Ф35双螺杆(L/D=36/1),主机转速30Hz(对应240RPM)。为对比温度设定对性能的影响,分别采取:
1#正常设置(低-高-低);
2#双峰设置(低-高-低-高);
3#低温设置(低-稍高-高);
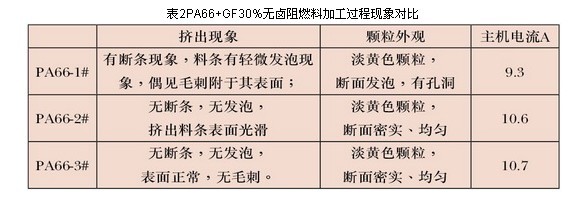
从表2记录可以看出,采用传统的温度设置的PA66-1#料,挤出过程不稳定,外观也有问题,有轻微降解的现象。而采取双峰设置的PA66-2#料和采用低温加工温度的PA66-3#料,加工过程均比较稳定,外观不错。这主要与所用的无卤阻燃剂EPFR-200A的特性有关,由于其热分解温度仅有320℃,在PA66加工设置时,玻纤口后段的设定温度到达265℃时,内部由于剪切热形成的热叠加,实际温度估计会达到320℃以上,因此会导致阻燃剂的降解。
需要说明的是,由于EPFR-200A有一定的增塑作用,对于3#工艺而言,尽管设定温度低于PA66的熔点,但相对于2#而言,主机电流增加并不明显,生产时过载停机的风险比较小。
从表3可以看出,2#工艺各方面均正常;而1#工艺由于发生了轻微降解,尽管阻燃性能变化不大,但力学性能和HDT均有所下降。3#尽管在外观上看和2#相差不大,但实际性能还是差距比较大,尤其是拉伸和弯曲,由于前期塑化不够,靠外来增塑作用和螺块剪切强制PA66树脂塑化,对复合体系的性能不利。这对在生产中常常为避免产品热降解,整体下调加工温度的工艺习惯是一个警示。
二、主机转速对性能的影响
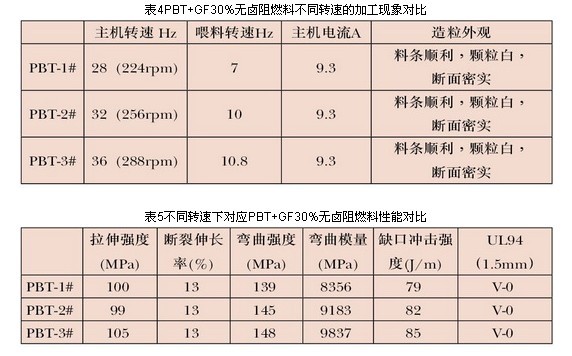
在确定的加工温度范围下,调整主机转速,综合考察剪切混炼效果与剪切热同时提高的情况下材料的性能变化,对实际工艺控制有指导意义。
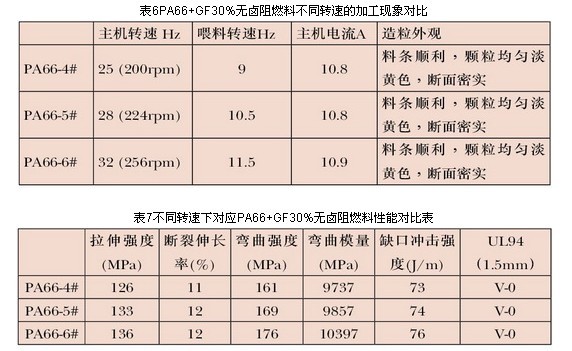
从表4、表5数据可看出,固定主机温度和其它设备参数,随着主机转速提高,产品力学性能也有所提高。这主要与分散和混炼随主机转速的提高有关。在无卤阻燃玻纤增强PA66中也得到了类似结果,见表6和7。
因此,可得出以下结论:在保证体系热稳定的前提下,可通过提高主机转速来提高混炼和剪切效果,从而提高无卤阻燃增强产品的力学性能。
三、预分散母粒对性能的影响
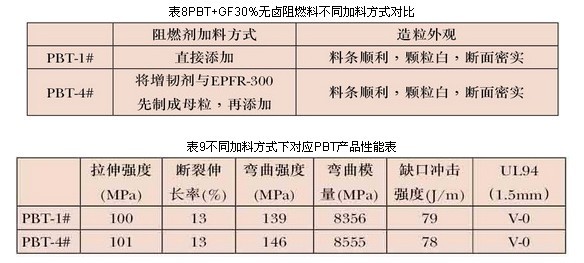
为考察将无卤阻燃剂预先分散在增韧剂基体中制成母粒而后加入,对改性产品的性能影响,采用PBT和无卤阻燃剂,制备玻纤增强30%的阻燃PBT材料。
使用Ф35双螺杆(L/D=36/1),主机转速:28Hz(224rpm),温度设定:按常规设置(215-230℃)。体系中阻燃剂的添加量均为17.5%,增韧剂的添加量均为5%。
从表9可以看出,PBT-4#以母粒形式加入无卤阻燃剂,产品的力学性能只是稍优于直接混合的PBT-1#,但区别不是太大,因此,阻燃剂的不同加料方式加入对产品影响不大。
综上所述,对无卤阻燃工程塑料而言,需针对性调整加工工艺,重点应考虑加工温度和主机转速的调整,使其满足此类体系的特殊要求,做出较好的产品,来满足市场的需求。



 深圳市智塑实业有限公司
深圳市智塑实业有限公司







